


硬质合金顶锤

硬质合金顶锤是生产人造金刚石装置的重要组成部件,在金刚石合成的过程中承受高温高压的交变载荷,其寿命的长短直接决定着金刚石合成的生产成本。国内的人造金刚石合成行业主要以六面顶合成工艺为主,属于静压触媒法。其基本原理是在六个面分别采用六个硬质合金顶锤,同时作用域由六面体的叶腊石所组成的高压型腔上,使得型腔内的石墨在触媒作用下通过高温高压转变为金刚石。
我公司是国内较早研发并批量生产硬质合金顶锤的企业之一。产品的质量水平及稳定性处于国内领先地位,年产硬质合金顶锤可达200吨以上。
公司始终高度重视顶锤产品的质量控制和新产品的研发。目前自主研发的 DC10系列硬质合金顶锤已成为公司的主导产品之一,经国内外客户使用,获得一致好评。顶锤已成为国内外金刚石生产厂家的首选品牌。
一、牌号性能
|
牌号 |
钴含量 |
物理机械性能 |
||
|
Grade |
Cobalt Content |
Physical & mechanical properties |
||
|
密度 |
硬度 |
抗弯强度 |
||
|
Density |
Hardness |
TRS |
||
|
% |
g/cm3 |
HRA |
MPa |
|
|
DC10 |
10.0 |
14.50 |
91.0 |
4000 |
|
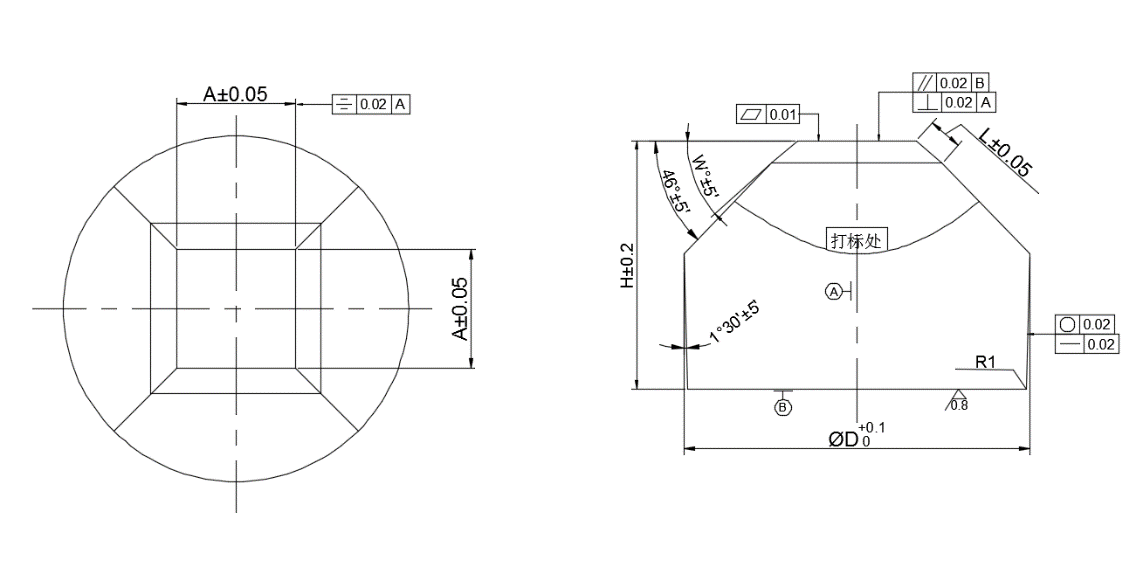
规格 |
尺寸 |
||||
|
D |
H |
A |
L |
W |
|
|
mm |
mm |
mm |
mm |
° |
|
|
∅81 |
81.0 |
65.0 |
30.0 |
12.0 |
41 |
|
∅103 |
103.0 |
75.0 |
32.0 |
12.0 |
41 |
|
∅115 |
115.0 |
85.0 |
36.0 |
13.0 |
41.5 |
|
∅122 |
122.0 |
90.0 |
36.0 |
13.0 |
41.5 |
|
∅127 |
127.0 |
95.0 |
40.0 |
13.0 |
41.5 |
|
∅128 |
128.0 |
95.0 |
41.0 |
13.0 |
41.5 |
|
∅130 |
130.0 |
95.0 |
42.0 |
13.0 |
41.5 |
|
∅136 |
136.0 |
98.0 |
45.0 |
13.0 |
41.5 |
|
∅142 |
142.0 |
102.0 |
50.0 |
15.0 |
41.5 |
|
∅160 |
160.0 |
115.0 |
55.0 |
15.0 |
41.5 |
|
∅175 |
175.0 |
120.0 |
60.0 |
15.0 |
41.5 |
|
∅199 |
199.0 |
140.0 |
70.0 |
18.0 |
41.5 |
1、消除内应力
顶锤在精加工后残余表面内应力,使用前应对顶锤进行时效处理。其方法可分为自然时效、烘箱热时效、油煮热时效等。其中,自然时效时间不低于一个月,烘箱热时效温度控制在250摄氏度,时间不少于72小时。
2、顶锤装配要求
顶锤与钢环锥度要保持一致,接触面不小于90%;压装高度要合理,正常情况下直径小于等于127mm顶锤压装高度8-10mm,直径大于127mm顶锤压装高度10-12mm。。顶锤与大小垫块配合不能出现点接触,避免应力集中。
3、对原辅材料的要求
钢环、大小垫块加工精度要符合要求,钢环内壁光洁度不大于Ra1.6,圆度、锥度与顶锤形位公差保持一致,大小垫片平行度小于等于0.02mm,硬度适中。 叶腊石焙烧温度、时间要适中,防止因叶腊石传压性能差、水分过高引起放炮等事故。导电钢环要求表面无锈蚀,边缘无裂纹,经烘烤后无烘蓝现象,注意防潮储存。
4、对设备的要求
压机要有良好的调整精度,不允许有渗漏现象,同步性、对中性偏差不超过0.2毫米。
5、对操作的要求
在上机组装时,应检查叶腊石有无裂纹、杂质、薄厚钢片是否错装、反装。6只顶锤表面要擦净,避免挤锤、点击。每只顶锤合成前必须做到4个面全部划到,防止塌锤放炮。当空程前进时要检查6缸动作,定缸是否有误动,动缸到位时是否暂停。停热泄压时,保压时间不低于1分钟,防止泄压放气炮。