


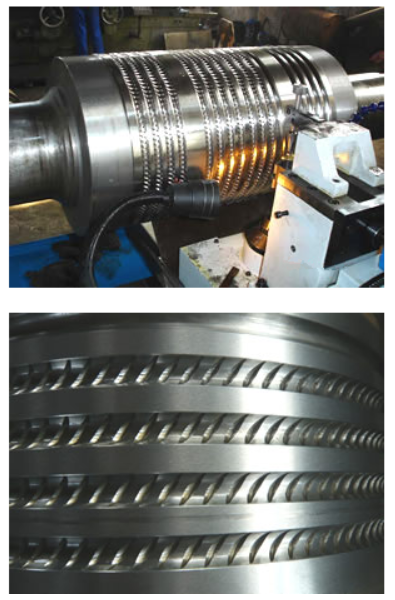
复合轧辊

我公司研发的组合轧辊成功的解决了棒线材厂家轧制棒线材使用寿命短,轧制质量差的问题,已经成功取代了传统的高铬、铸铁辊。
根据辊环与辊轴的线涨系数,采用合理的配合公差进行装配,为防止滑动采用纵键及液压锁紧方法固定,成功装配成组合轧辊,在螺纹钢、棒材轨机的成品前机架上,采用硬质合金组合轧辊可以减少环槽、换辊次数,减轻劳动强度,提高劳动生产率,也从而使棒材生产企业提高产品质量和成材率,降低生产成本生产出最理想升级换代产品。
|
牌号 |
国外牌号 |
化学成分% |
化学成分及物理力学性能 |
||||||
|
密度 |
硬度 |
抗弯强度 |
抗压强度 |
导热率 |
热膨胀系数 |
||||
|
WC |
Co+Ni+cr |
g/mm3 |
HRA |
N/mm2 |
N/mm2 |
Cal/cm.sec.C |
10–6/K |
||
|
LR55 |
LZR55 |
75 |
25 |
13.00 |
80.0 |
2200 |
2800 |
0.17 |
6.8 |
|
LR60 |
LZR60 |
70 |
30 |
12.80 |
79.0 |
2100 |
2700 |
0.15 |
7.0 |
|
轧材规格 |
单槽轧制量(T) |
|||
|
成品机架 K1 |
成品机架 K2 |
成品机架K3 |
成品机架K4 |
|
|
Φ10 |
>=600 |
>=1500 |
>=3000 |
>=3000 |
|
Φ12 |
>=800 |
>=2000 |
>=4000 |
>=4000 |
|
Φ14 |
>=1400 |
>=3000 |
>=6000 |
>=6000 |
|
Φ16 |
>=1600 |
>=3500 |
>=7000 |
>=7000 |
|
Φ18 |
>=1800 |
>=4000 |
>=8000 |
>=8000 |
|
Φ20 |
>=2000 |
>=5000 |
||
|
Φ22 |
>=2200 |
>=6000 |
||
|
Φ25 |
>=2500 |
>=8000 |
||
我公司可以为您提供产品的设计,槽型加工,刻痕等技术服务,也可以提供硬质合金复合轧辊加工所需的各类配套刀具。欢迎您来电咨询。
|
轧材规格 |
单槽轧制量(T) |
|||
|
成品机架 K1 |
成品机架 K2 |
成品机架K3 |
成品机架K4 |
|
|
Φ10 |
>=600 |
>=1500 |
>=3000 |
>=3000 |
|
Φ12 |
>=800 |
>=2000 |
>=4000 |
>=4000 |
|
Φ14 |
>=1400 |
>=3000 |
>=6000 |
>=6000 |
|
Φ16 |
>=1600 |
>=3500 |
>=7000 |
>=7000 |
|
Φ18 |
>=1800 |
>=4000 |
>=8000 |
>=8000 |
|
Φ20 |
>=2000 |
>=5000 |
||
|
Φ22 |
>=2200 |
>=6000 |
||
|
Φ25 |
>=2500 |
>=8000 |
||
我公司生产的高速线材复合轧辊,主要应用在螺纹钢、棒材轧机的成品前机架上,采用新一代高速线材复合轧辊可以大幅度减少换槽、换辊次数,减轻劳动强度,提高劳动生产效率、提高轧材表面质量和成材百分率,从而获得显著地经济效益。