

products
Tungsten Carbide Indexable Insert Tungsten Carbide Rolls Tungsten Carbide Drawing Dies Tungsten Carbide Button Tungsten Carbide Rod Blank Tungsten Carbide Anvil Tungsten Carbide Plate Unstandard Tungsten Carbide ProductsTungsten Carbide Anvil
Tungsten carbide anvil is an important component of synthetic diamond production equipment. It bears alternating load of high temperature and high pressure in the process of diamond synthesis, and its life directly determines the production cost of diamond synthesis.The domestic synthetic diamond industry mainly adopts the six-sided top synthetic technology, which belongs to the static pressure catalyst method.The basic principle is to use six tungsten carbide anvil on six faces respectively, and at the same time, the scope is composed of hexahedral pyroxene on the high-pressure cavity, so that the graphite in the cavity is transformed into diamond through high temperature and high pressure under the action of catalyst. Our company is one of the early domestic research and development and mass production of cemented carbide anvil enterprises.The quality level and stability of the products are in the leading position in China, and the annual output of cemented carbide anemones can reach more than 200 tons. The company always attaches great importance to the quality control of anvil products and the research and development of new products.At present, DC10 series tungsten carbide anvil independently developed has become one of the leading products of the company, which has been used by domestic and foreign customers and won unanimous praise.
|
Grade |
Cobalt Content |
Physical & mechanical properties |
||
|
Density |
Hardness |
TRS |
||
|
g/cm3 |
HRA |
MPa |
||
|
% |
14.50 |
91.0 |
4000 |
|
|
DC10 |
10.0 |
|
|
|
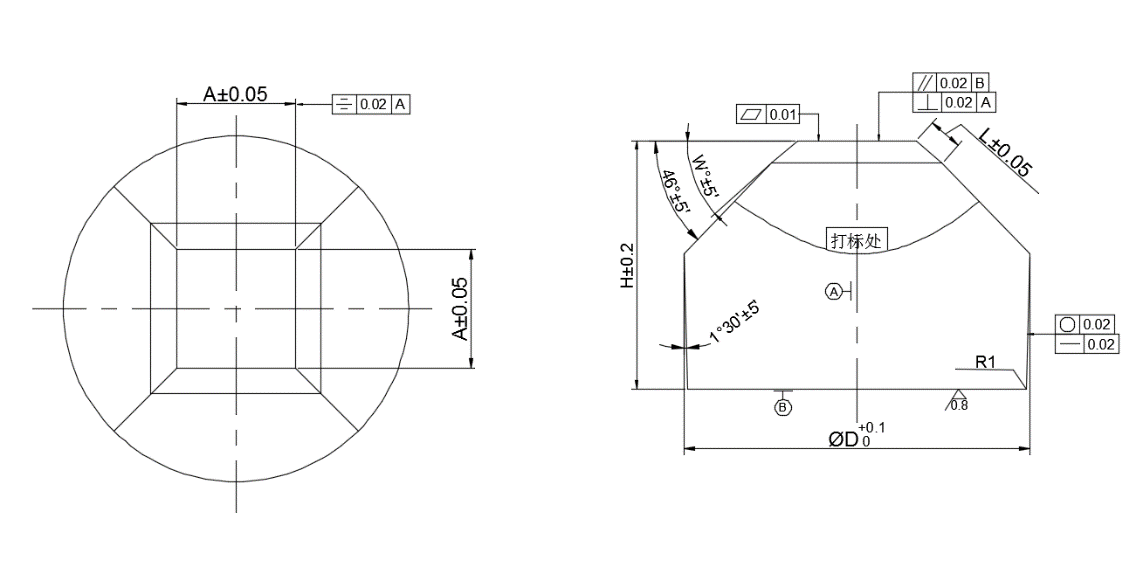
Type Specification and Tolerance
|
ITEM |
SIZE |
||||
|
D |
H |
A |
L |
W |
|
|
mm |
mm |
mm |
mm |
° |
|
|
∅81 |
81.0 |
65.0 |
30.0 |
12.0 |
41 |
|
∅103 |
103.0 |
75.0 |
32.0 |
12.0 |
41 |
|
∅115 |
115.0 |
85.0 |
36.0 |
13.0 |
41.5 |
|
∅122 |
122.0 |
90.0 |
36.0 |
13.0 |
41.5 |
|
∅127 |
127.0 |
95.0 |
40.0 |
13.0 |
41.5 |
|
∅128 |
128.0 |
95.0 |
41.0 |
13.0 |
41.5 |
|
∅130 |
130.0 |
95.0 |
42.0 |
13.0 |
41.5 |
|
∅136 |
136.0 |
98.0 |
45.0 |
13.0 |
41.5 |
|
∅142 |
142.0 |
102.0 |
50.0 |
15.0 |
41.5 |
|
∅160 |
160.0 |
115.0 |
55.0 |
15.0 |
41.5 |
|
∅175 |
175.0 |
120.0 |
60.0 |
15.0 |
41.5 |
|
∅199 |
199.0 |
140.0 |
70.0 |
18.0 |
41.5 |
Use and precautions of anvil hammer
1、Relieving of internal stress
The residual surface internal stress of anvil after finishing should be aged before use.The method can be divided into natural aging, oven heat aging, oil boiling heat aging and so on.Among them, the natural aging time is not less than one month, the oven heat aging temperature is controlled at 250 degrees Celsius, the time is not less than 72 hours.
2、Assembly requirements for anvil
The taper of anvil and steel ring shall be consistent,and the contact surface shall not be less than 90%.The pressure mounting height should be reasonable.Under normal circumstances,the diameter should be less than or equal to 127mm;the diameter should be greater than 127mm;the pressure mounting height kshould be 8-10mm.There should be no point contact between kthe ejector hammer and the big and small pads to avoid stress concentration.
3、Requirements for raw and auxiliary materials
In the machine assembly, should check whether there are cracks, impurities, thin thick steel sheet is wrong, reverse.Clean the surface of 6 anvil hammers to avoid squeezing and clicking.Before each anvil is synthesized, all four sides must be drawn to prevent the collapse hammer from firing.When the space process forward to check the 6 cylinder action, fixed cylinder is wrong to move, moving cylinder in place when whether to pause.When stopping heat and relieving pressure, the holding time should not be less than 1 minute to prevent pressure relief and air bleed.
4、Requirement for equipment
The press shall have good adjustment accuracy, no leakage is allowed, synchronicity, neutral deviation shall not exceed 0.2 mm.
5、Operational requirements
In the machine assembly, should check whether there are cracks, impurities, thin thick steel sheet is wrong, reverse.Clean the surface of 6 anvil hammers to avoid squeezing and clicking.Before each anvil is synthesized, all four sides must be drawn to prevent the collapse hammer from firing.When the space process forward to check the 6 cylinder action, fixed cylinder is wrong to move, moving cylinder in place when whether to pause.When stopping heat and relieving pressure, the holding time should not be less than 1 minute to prevent pressure relief and air bleed.